04 October 2016 //
Company News and Upcoming EventsDTM Press Releases
www.packagingdigest.com ~ Jack Mans, Plant Operations Editor
Contract Manufacturer Denison Pharmaceuticals’ NEW PLANT IN LINCOLN, RI, runs a range of over-the-counter products. Its new high-speed line runs 2- to 8-oz bottles at 150 to 200 per minute.
Denison Pharmaceuticals Inc. is a contract manufacturer of over-the-counter (OTC) liquids, ointments, gels and lotions. In 2010, it built a new 105,000-sq-ft facility in Lincoln, RI, with seven packaging lines, four tube filling lines and a cartoning line. Tree of the packaging lines are new, and the company is in the process of installing a non-flammable aerosol line.
“Denison Pharmaceuticals is a private equity-owned business dedicated to meeting our customer’s goals. We provide full turnkey manufacturing and packaging services,” says president and CEO Brad Stone. “One major difference from many of our competitors is that we do not ‘knock of’ our customers’ branded products. They know that when they give us a formula for a product, it remains confidential and no part of it will ever be used to develop a competitor’s product. We are loyal to branded products, and our customers appreciate that.”

This 12-nozzle continuous-motion volumetric walking-beam filler uses electromagnetic fow meters that achieve accuracies to 0.25 percent.
After more than 35 years of operations in its original plant in Pawtucket, RI, Dennison had run out of space. “We were turning customers away in Pawtucket, and after examining our options, we bought the 105,000-sq-ft facility in Lincoln, RI, in 2010,” says Stone. “The wide-open, high-bay construction was perfect for our needs; we could set it up just the way we wanted. We bought the building in March 2010, and were operational in March 2011. The transfer of equipment from Pawtucket was seamless, and we also added three new packaging line, as well as new processing tanks and ointment kettles.”
With full cGMP Compliance, Denison Pharmaceuticals is dedicated to providing only the highest quality in all its manufacturing practices. To ensure that goal is reached, all phases of the production cycle, from raw material analysis to finished product packaging, are constantly monitored by QC technicians. Stone says, “All Denison employees are trained in and follow current Good Manufacturing Practices, and Denison Pharmaceuticals is compliant with FDA regulations for drug products (21 CFR 210 and 211).
“We also adhere to customer corporate quality requirements, and we actually welcome quality audits by our customers. Complacency is a recipe for failure, so we have always felt that customer audits were a positive. There is no better benefit than having your company evaluated and critiqued by top QC people.
One of Denison’s major customers is Prestige Brands, Tarrytown, NY, which is the largest independent provider of over-the-counter products in North America. Te company markets, sells and distributes over-the-counter healthcare and household cleaning products to retail outlets in the U.S., Canada and certain international markets.
“We trusted Denison to flawlessly execute… on time and on budget. we are delighted with their success, and look forward to growing our OTC businesses together.” ~ Paul Hennessey, VP of Operations, Prestige Brands
“Prestige Brands has been doing business with Denison Pharmaceuticals since 2004,” says vp of operations, Paul Hennessey. “We significantly increased our partnership in 2012 in conjunction with Denison’s acquisition of the larger Lincoln site and installation of several new, modern packaging lines.
Bottles enter the labeler through a timing feed screw. The applicator incorporates a high-resolution stepper motor for quiet operation and accurate label placement.

Bottles enter the labeler through a timing feed screw. The applicator incorporates a high-resolution stepper motor for quiet operation and accurate label placement.
“We trusted Denison to flawlessly execute their capital expansion, including outfitting the building with utilities; acquiring, installing and qualifying new equipment; and working with our team on tech transferring new formulations and packaging configurations on time and on budget. We also believed in its ability to hire and on-board the right talent as part of their expansion, from the shop floor to the management team. We are delighted with their success, and look forward to growing our OTC businesses together.”
System Integrator
DTM Packaging LLC (DTM) provided consulting services, system integration, equipment selection and engineering design for the entire new packaging facility, including the high-speed line. According to Stone, “They specialize in refurbished equipment, which we used wherever possible, although some pieces of equipment were purchased new. Tis definitely helped us stay on budget.”
The filler, cup placer, labeler and all of the sanitary conveyors on the high-speed line, which is described below, are new. The other items are used equipment that have been completely refurbished by DTM.

The shrink bander applies a tamper-evident band over the bottle and cap, after which the band is shrunk tightly in a heat tunnel.
DTM assembled the complete line with all of the equipment and conducted factory acceptance tests with Denison before the line was installed in the Denison factory.DTM replaced all of the controls on the refurbished equipment with Allen-Bradley PLCs and HMIs from Rockwell Automation and tied all of the controls on both the new and refurbished equipment into an integrated system. This includes sensors on the conveyors that detect bottles backing up and start and stop machines accordingly
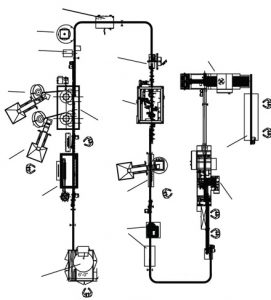
High-Speed Line
The new high-speed line at Lincoln runs liquids and suspensions in 2- to 8-oz bottles at 150 to 200 bottles/min.
To start the packaging process, bottles are loaded into a New England Machinery Inc. Model NEHCPCL-48 unscrambler rebuilt by DTM.
The NEHCPCL-48 is a compact plastic bottle unscrambling system that is designed for minimal maintenance and ease of changeover. This system offers an integrated bulk supply hopper elevator resulting in two machines in the space of one, to provide a steady supply of properly oriented containers to the line.
Operating on-demand without operator intervention, the NEHCPCL-48 automatically responds to changes in container supply and demand. Optional multi-speed modes are also available to optimize container flow and throughput.
The unscrambler offers optional features, including upgraded PLC and an HMI touchscreen. Other optional features include ionized air rinsing, a digital container counter and supply hopper low-level detection and indication.
Properly oriented containers discharge onto a conveyor that transports them to a new DTM Purefill 2000 walking beam, flow meter, inline filler that incorporates a sanitary clean-in place (CIP) design of the entire product path within the filler, eliminating all points subject to potential contamination. It is also easy and quick to clean.
“We adhere to customer corporate quality requirements, and we actually welcome quality audits by our customers. complacency is a recipe for failure, so we have always felt that customer audits were a positive. there is no better benefit than having your company evaluated and critiqued by top QC people.” ~ Brad Stone, President/CEO, Denison Pharmaceuticals
This 12-nozzle continuous-motion volumetric filler uses electromagnetic flow meters from Endress+Hauser Inc. that achieve accurate measuring and do not require any special maintenance. The dosing operations are controlled by a dedicated PLC installed within the filling frame. When the preset fill value has been reached, the PLC closes the associated filling valve and then reports the statistical values to the fill control system. Product recipes are created and stored in the PLC and a touchscreen operator interface controls machine functions.
Both turrets have 8 heads. Plugs are inserted on the first turret, after which the bottles travel through starwheels into the second turret, where caps are applied. The filler and plugger/capper function essentially as a common unit. Bottles are controlled by a feedscrew as they travel from the filler to the plugger/capper, and the machines are controlled as a single unit.The bottles exit the filler and are transported to a monobloc twin-turret plugger/capper.

Filled bottles are transported to a monobloc twin-turret plugger/capper. Both turrets have 8 heads. Plugs are inserted on the frst turret, after which the bottles travel through starwheels into the second turret, where caps are applied.
The bottles then travel to a refurbished retorquer. The plugger/capper and the retorquer are both refurbished base machines with plug, cap and bottle changeparts supplied new by DTM. These systems have floor-level hoppers and elevators that lift them to overhead rotating sorters that feed into the machines.
Multiple Label Configurations
The bottles then enter a new Pago Systems L600 labeler from American Fuji Seal that is distributed by DTM. The L600 labeler is equipped for the complete, all-round labeling and variable coding of cylindrical products. Different heads can be installed to run other shapes if Denison ever decides to run non-round bottles on this line. The innovative modular construction of the unit permits varied label configurations using a range of standard modules.
Bottles enter the unit through a timing feed screw, and the labels are applied by a Pagomat 6/2 R applicator with a high-resolution stepper motor for quiet operation and accurate label placement. Externally-positioned label unwinder and liner winder provide fast and convenient roll-changes from outside the fully enclosed machine. Product codes are printed on the labels by a thermal transfer printer.
A luminescence sensor checks label presence on the bottles, and a camera checks the imprint on the label. Faulty bottles are rejected. Operational settings for all of the products are stored in the labeler PLC’s memory and can be recalled by a keystroke.
From the labeler, the bottles travel through the new DTM dose cup applicator. Cups are fed from a floor level hopper to the pocket dose cup feeder, which orients the cups to be stripped out of the feed chute as the bottle is driven through the pick of point with a feedscrew. Photoelectric sensors are used to synchronize the demand for cups from the pocket feeder.
Bottles travel from the dose cup applicator to a refurbished Model 40-ERL shrink bander from PDC Intl. that applies a tamper-evident band over the bottle and cap. The R-Series is a patented heavy-duty, single-headed, in-line, high-speed tamper-evident shrink-band applicator having the unique capability of running thin gauge banding materials of 1.5 to 2 mil.
Designed to apply both PVC and PETG sleeves at speeds of up to 1,000 cpm, the R-Series provides precise band application, as well as extremely high performance for extended periods. The continuous material web f ow is never paused for the cutting or the application processes. The R-400 is a mandrel-style labeler that uses PDC’s proprietary blade assembly. The PLC-controlled machine includes upstream photo-eyes to check entering bottles and sensors to monitor the material.

Filled and plugged bottles travel to a refurbished retorquer that ensures that the caps are properly
tightened.
The bands are shrunk into place by a PDC Model KRC184658 shrink tunnel. Finished cartons are conveyed to a refurbished PH-24D bundler from Polypack Inc. that shrinks multipack cartons in six-pack (1×6) and 12-pack (2×6) configurations. The bundler is an intermittent-motion sleeve wrapper that creates bull’s-eye multipacks.The bottles are then conveyed to a refurbished Model CMV5 continuous-motion vertical cartoner from R.A. Jones & Co. Inc. that extracts cartons from a magazine, opens them and pushes the bottles into them. Workers manually place eye droppers into the cartons, after which the machine closes the tops of the cartons.

Vertical cartoner extracts cartons from a magazine, opens the cartons and pushes the bottles into them. Workers manually place eye droppers into the cartons, after which the machine closes the tops of the cartons.
To keep up with the line’s operating speed, the shrink-wrapping system at Denison is a dual unit consisting of two parallel machines in a single housing. Each machine uses a motorizepus her assembly to push a grouping of bottles through the film, which is supplied from an overhead roll. The film essentially wraps around the bottles as they travel; the trailing edges of the film are sealed and cut by a hot-knife seal bar. The bundles are then shrunk in a hot-air tunnel.